ASENSAR AUTOMATION
ASENSAR AUTOMATION PVT. LTD. specializes in product design, manufacturing, wholesale, e-commerce, and import/export.
Our mission is to deliver exceptional value to our customers.
Fastdep.in is a e-commerce division of ASENSAR AUTOMATION PRIVATE LIMITED.
The goal of Fastdep.in is to offer customers quality engineering products at affordable prices, with multiple options, fast and reliable delivery, and a trusted, convenient shopping experience.
Deltaware.in delivers quality building materials at best price to customers at the best prices.
Deltaware.in offers a wide range of products, including fencing solution, MS/GI steel pipes and tube, cool roof tiles, cooling paint, waterproofing chemicals, and more.
Products and Services#
Our Wholesale and Retail Catalog offers premium products, bulk purchasing, and personalized services, catering to both our B2B and B2C.
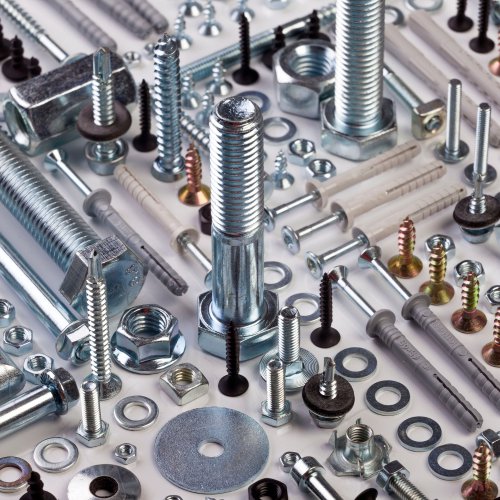
Precision Fasteners
Goto Fastdep.in
Commercial Fasteners
Goto Fastdep.in
Self Drilling Screws
Goto Fastdep.in
Customized Springs
Goto Fastdep.in
Aluminum Extrusion
Goto Fastdep.in
Bearings
Goto Fastdep.in
Timing Pulley Belt
Goto Fastdep.in
Tools
Goto Fastdep.in
Cool Roof Tiles
Goto Deltaware.in
Swimming Pool Tiles
Goto Deltaware.in
Fencing Products
Goto Deltaware.in
TMT Steel Bars
Goto Deltaware.in